泉州鍋爐廠家10噸大型蒸汽鍋爐報價
鍋爐廠家10噸大型蒸汽鍋爐,導(dǎo)熱油鍋爐的構(gòu)造和運行原理會造成尾部排煙溫度在300℃左右。為了減少熱能損失,中正鍋爐通過各種節(jié)能裝置對高溫?zé)煔獾挠酂徇M(jìn)行回收利用,提高了鍋爐綜合熱效率,實現(xiàn)節(jié)能降耗。中正鍋爐還在鍋爐尾部增設(shè)了節(jié)能裝置,通過對高溫?zé)煔獾挠酂徇M(jìn)行回收利用,實現(xiàn)節(jié)能降耗,較常規(guī)導(dǎo)熱油鍋爐,中正出品的導(dǎo)熱油鍋爐綜合熱效率要高5%以上。
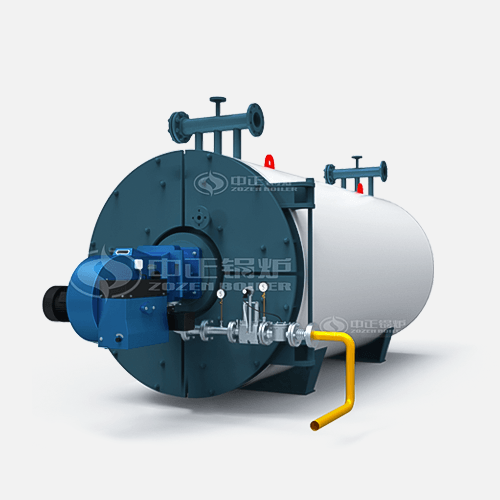
鍋爐廠家10噸大型蒸汽鍋爐,如皋市泰爾特染整有限公司成立于1999年,二十多年一直專注于紡織品漂白、印染布、針織布的加工銷售。在考察了眾多鍋爐生產(chǎn)企業(yè)之后,泰爾特染整有限公司被中正鍋爐的高品質(zhì)設(shè)備和精細(xì)化服務(wù)所打動。在采購了1臺900萬大卡的導(dǎo)熱油鍋爐之后,又購買了一臺6噸的WNS系列燃?xì)庹羝仩t,以滿足生產(chǎn)線對溫度的不同需求。

中正出品的此系列燃?xì)忮仩t在設(shè)計和制造方面都頗具優(yōu)勢,燃料經(jīng)燃燒器霧化后,形成的火炬充滿在全波形爐膽中,并通過爐膽壁傳遞輻射熱,此為第一回程。燃燒產(chǎn)生的高溫?zé)煔庠诨厝际覂?nèi)匯聚,轉(zhuǎn)向進(jìn)入螺紋煙管,此為第二回程。最后煙氣從前煙箱轉(zhuǎn)向進(jìn)入第三回程光管管束區(qū)。整個過程燃料燃燒充分,配合煙道尾部的節(jié)能器和冷凝器等設(shè)備,確保鍋爐熱效率可高達(dá)98%以上。在制造方面,中正鍋爐采用先進(jìn)的自動化設(shè)備和嚴(yán)苛的質(zhì)量管理體系,保證每一臺中正鍋爐都是凝結(jié)匠心之作。
巡回檢查制度1、在崗操作人員必須以高度責(zé)任感,嚴(yán)格遵守巡回檢查制度,按時逐點逐項對鍋爐及附屬設(shè)備的工作情況進(jìn)行認(rèn)真的巡回檢查,及時了解和掌握設(shè)備的運行情況,及時發(fā)現(xiàn)和消除事故隱患,把事故消滅在萌芽之中。2、在巡回檢查時,要運用眼看、耳聽、手摸、鼻嗅分析儀表指示情況等方法判斷設(shè)備的運行情況,但必須執(zhí)行電業(yè)安全規(guī)程中的規(guī)定。3、巡回檢查每-一小時一次,但在特殊情況下時,應(yīng)增加巡回檢查次數(shù),必要時派專人監(jiān)視。4、發(fā)現(xiàn)設(shè)備缺陷,異常情況時,應(yīng)及時向班長、司爐匯報。對于必須立即解決的設(shè)備缺陷,及時向車間領(lǐng)導(dǎo)匯報處理。當(dāng)出現(xiàn)緊急情況來不及匯報時,可先處理后匯報。5、當(dāng)發(fā)生的事故和擴大的事故經(jīng)分析確屬沒有執(zhí)行好巡回檢查制度而造成的后果,由有關(guān)人員負(fù)責(zé)事故責(zé)任。6、嚴(yán)格按照巡檢路線及巡檢內(nèi)容,偶合器溫度不超過85C,滾動軸承不超過80"C,油位不超過軸承室的2/3,風(fēng)機震幅不超過0.10 m。各風(fēng)機冷卻水是否正常,風(fēng)門開度、偶合器開度是否正常。
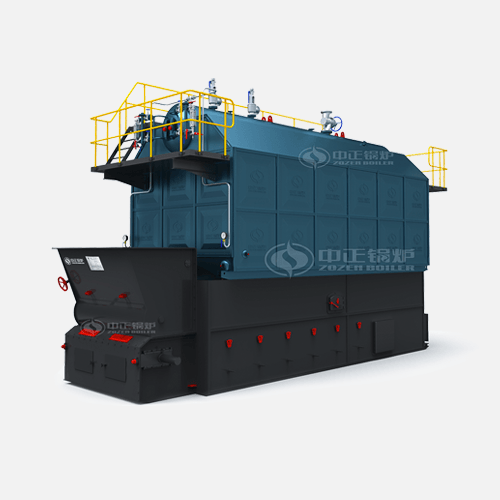
SHX系列燃煤循環(huán)流化床熱水鍋爐:循環(huán)流化床燃燒(CFBC)技術(shù)作為一種新型成熟的高效低污染清潔煤技術(shù),具有許多其它燃燒方式?jīng)]有的優(yōu)點。循環(huán)流化床屬于低溫燃燒,因此氮氧化物排放遠(yuǎn)低于煤粉爐,并可實現(xiàn)在燃燒過程中直接脫硫,脫硫效率高。
【福建】廈門燃煤鍋爐補貼及工業(yè)窯爐整治補助標(biāo)準(zhǔn):10蒸噸(不含)以上高污染燃料鍋爐及工業(yè)窯爐實施脫硫、脫硝(含低氮燃燒)、高效除塵治理的,按照污染治理項目總投入的30%給予補助(每個產(chǎn)業(yè)活動單位不超過200萬元)。為鼓勵企業(yè)提早開展專項整治,在基準(zhǔn)補助標(biāo)準(zhǔn)的基礎(chǔ)上,對提早6個月完成整治的,在基準(zhǔn)補助的基礎(chǔ)上增加5%獎勵金;對提早1年以上完成整治的,在基準(zhǔn)補貼的基礎(chǔ)上增加10%獎勵金。整治完成時間以通過驗收日期為準(zhǔn),鍋爐廠家10噸大型蒸汽鍋爐。
中正鍋爐創(chuàng)新推出新型低氮燃?xì)鉄崴仩t,進(jìn)一步提高熱效率,降低排放,領(lǐng)跑行業(yè)。該鍋爐可分為WNS系列臥式內(nèi)燃濕背式燃?xì)鉄崴仩t和SZS系列雙鍋筒縱置式燃?xì)鉄崴仩t兩種,可滿足不同供暖需求。

近年來,中正鍋爐進(jìn)行大規(guī)模的焊接工藝革命,淘汰了效率低下,穩(wěn)定性差的傳統(tǒng)手工焊作業(yè),采用高效率,穩(wěn)定性好的機械焊、自動焊進(jìn)行生產(chǎn)。充實更新了大量的進(jìn)口自動焊接設(shè)備,實現(xiàn)從鍋筒、膜式壁、蛇形管到鋼架等所有主要部件焊接的自動化。同時在焊接過程中,大量使用了焊接變位器,使焊接位置始終處于理想的平焊位置,并通過嚴(yán)格控制焊前清理和坡口尺寸,使焊縫質(zhì)量具有了可靠的保障。